The best ways to 3D print metal
- M Aerospace RTC
- Jul 21, 2022
- 7 min read


All that has changed now that metal 3D printing is available on desktop FDM printers and a wider range of professional machines that produce better quality parts at a more affordable price.
There are about 10 ways to 3D print metal parts. These fall into tech categories loosely based on whether you're printing with metallic filament, metallic powder, or metallic wire. There are even metal-infused resins, metal rods, and metal pellets as material options, all of which produce parts with different attributes. Selecting which metal technology to use is a balance of needs. Consider the importance of details and shape, size, strength, metal type, cost, print speed, and volume.
In 3D printing, it is necessary to choose your priorities as all current technologies have pros and cons when it comes to these considerations, and unfortunately, no 3D method prints super strong parts quickly, cheaply, and perfectly.

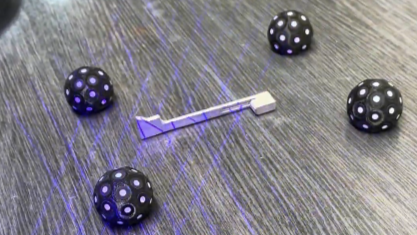
Parts like this mouthpiece that are 3D printed with metal filament require post-processing usually at a third-party vendor (Source: BCN3D)
This small steel nozzle above is an example of a metal filament printed replacement part. A part like this is perfectly suited for metallic filament because it could be quickly 3D printed on-site (in a shop or office) using an affordable FDM printer and then shipped to a third party for post-processing. In total, the process could take only a few days. Other manufacturing methods for a single replacement part would have been too costly and time-consuming.

Sample of orthopedic implants 3D printed in titanium by Zenith Tecnica using GE's electron beam fusion technology (Source: Zenith Tecnica)
These sample hip and knee implants (above) were printed using electron beam melting (EBM). Parts, like these, are intricately detailed, made from expensive titanium, and built with extremely high material quality and tolerance to meet government standards for medical implants. The vacuum environment of EBM 3D printers ensures clean and controlled build conditions, and the high-power electron beam allows the printer to produce multiple parts per build for high productivity.

3D printed crane hooks using WAAM 3D printing (Source: Huisman)
This huge earlier crane hook was printed using Wire Arch Additive Manufacturing (WAAM) and then machined. An extremely large and heavy part like this is ideal for WAAM because the technology is faster than any traditional method of metal fabrication, such as forging or casting, and just as strong. Additionally, this part can be produced at a facility closer to the point of need or even on-site, for example, on an oil rig.

Cobra Golf introduced the 3D-printed King Supersport-35 putter in 2020. It is 3D printed using HP Multi Jet metal binder jetting (Source: Cobra Golf)
These golf clubs from Cobra Golf were 3D printed using a metal binder jet from HP. The unique shape could not be made with any other manufacturing technology. Because thousands of identical parts were required, the manufacturer chose binder injection for its speed and performance. The technology also produces an excellent surface finish. Cobra Golf was also able to reorient club manufacturing to a US-based additive manufacturer, saving on environmental and actual shipping costs from its manufacturing center in Asia.
FDM and extrusion

Metal parts 3D printed with stainless steel filament from forwarding AM on an FDM printer (Source: Ultimaker, IGo3D)
There are some technologies for 3D printing that are included in extrusion. One is the familiar fused deposition model (FDM) which uses a filament made from a plastic base with metal particles uniformly infused within it. Metallic filaments for metal parts must contain a high percentage of metal powder (around 80%) and go through post-processing steps to remove the plastic component and condense the metal part. Several desktop FDM printers on the market can print with current metal filaments available in stainless steel (316L, 17-4 PH), copper, and titanium.
Another technology uses what is essentially a filament with a much higher concentration of metallic energy. So much so that it's practically a solid bar of metal, but it can still be heated and extruded. These materials are often exclusive to a particular 3D printer, such as Markforged or Desktop Metal, and are more expensive than regular FDM but less than other metal 3D printing methods.
The third method of metal extrusion to mention (although there are more in the industrial sector) is extrusion using metal pellets, which can be the same material used in injection molding and therefore less expensive, or pellets manufactured especially.
Laser Metal Powder Bed Fusion: Selective Laser Fusion (SLM)

Powder bed fusion machines like these from printer manufacturer SLM use lasers to fuse metal powder and come in a variety of sizes (Source: SLM)
3D printers that use high-power lasers to selectively melt a metal powder make up the majority of metal 3D printers. The technology is often referred to as selective laser fusing or powder bed fusing along with printer-specific terms. The melts are fused layer by layer on a molecular basis until the homogeneous pattern is complete. Printer operators may use "pure" metallic materials, although alloys are also in regular use.
An LPBF 3D printer houses metallic raw material powder. The printer pushes the powder into the chamber where a coating sheet (like a windshield wiper) or roller spreads it in a thin layer onto the substrate or build plate. Next, a high-power laser fuses a two-dimensional cut of the part by selectively melting the powder material. The build plate is then lowered to the height of a small layer, and the coater spreads another layer of fresh powder over the surface. The printer repeats these steps until the part is finished.
SLM can have a better initial surface finish and higher accuracy than EBM.
metal binder blasting

Metal binder blasted metal parts from 3D printer maker ExOne, now part of Desktop Metal (Source: ExOne)
Metal binder jetting can print parts with complex pattern fills instead of being solid, the resulting parts being dramatically lighter while still being strong. The bond jet porosity feature can also be used to achieve lighter end parts for medical applications such as implants. As with other additive manufacturing processes, binder injection can produce complex components with internal structures and channels, eliminating the need for welding and reducing part count and component weight. Redesigning your metal parts for binder injection can lead to a drastic reduction in material used and wasted.
In general, the material properties of metal bond jet parts are equivalent to metal parts produced with metal injection molding, which is one of the most widely used manufacturing methods for mass production of metal parts. . In addition, the parts of the binder jet exhibit a smoother surface, especially in the internal channels.
Arc Wire Additive Manufacturing (WAAM)

MX3D WAAM Steel Parts (Source: MX3D)
Wire arc additive manufacturing uses metal wire as the material and an electric arc as the energy source, much like welding. The arc melts the wire as a robotic arm deposit it layers upon layer onto a surface, like a multi-axis turntable. As with welding, an inert gas is used to prevent oxidation and improve or control the properties of the metal.
The process gradually builds material into a complete 3D object or a repair of an existing object. There are no support structures to remove, and finished parts can be CNC machined to close tolerances if required or surface polished. Printed parts are typically heat-treated to relieve residual stresses.
Laser Directed Energy Deposition (DED)

3D printed metal parts using directed energy deposition technology involving lasers and metal powder on DMG Mori machines (Source: DMG Mori)
Directed energy laser deposition uses a laser to melt a metallic material that is simultaneously deposited through a nozzle. The metallic material may be in the form of powder or wire. Despite its ability to build complete parts with DED techniques, this technology is generally used to repair or add material to existing objects. When combined with CNC machining, it can produce a precise finished part.
DED systems may differ from PBF systems as the powders used are typically larger in size and require a higher energy density. This results in faster build rates compared to the PBF system. However, this leads to poorer surface quality which may require additional machining. Support structures commonly used in PBF systems are rarely if ever used in DED, which often uses multi-axis turntables to rotate the build platform to achieve the different features. Without the need for a powder bed, DED systems can repair or print existing parts.
Metal Lithography

Metal prints made with a metal-infused resin material are typically found in micro 3D printing (Source: Incus)
Metal lithography, also called Lithography-based Metal Manufacturing (LMM), uses as a mixture of photosensitive resins and metal power, called slurry, as feedstock. This light-sensitive slurry is selectively polymerized layer by layer with light. Metal lithography boasts excellent surface quality and is mostly, but not exclusively, used in micro 3D printing, so it has extremely high detail.
Cold Spray

Cold spraying is a manufacturing technology that sprays metal powders at supersonic speeds to bond them together without melting them, resulting in almost no thermal stress. Since the early 2000s it has been used as a coating process, but more recently several companies have adapted cold spraying for additive manufacturing because it can apply layers of metal in exact geometries down to several centimeters at speeds between 50 and 100 times larger than typical metal 3D printers. .
For additive manufacturing, cold spraying is used to rapidly fabricate metal replacement parts and for on-the-spot repairs and refurbishments of metal components, such as military equipment and machinery in the oil and gas industry, allowing companies to companies potentially save millions on remanufacturing and disruptions to workflows. . Repaired parts, in some cases, can be better than new.
Electron Beam Metal Powder Bed Fusion - Electron Beam Melting (EBM)

Electron beam melting is a 3D printing technology that uses an electron beam as the energy source and is primarily used with conductive metals. All EBM 3D printers consist of a power source capable of emitting the electron beam, a powder bin, a powder feeder, a powder coater, and a heated build platform. It is important to note that the printing process must take place in a vacuum. That's because the electrons in the electron beam would collide with the gas molecules, which would "kill" the electron beam.
EBM can be faster than SLM due to the higher power of electron beam energy and product parts with lower residual stress than SLM.




Comments